>> P.38
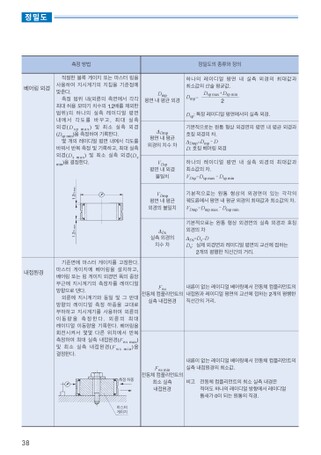
정밀도베어링외경측정방법정밀도의종류와정의적절한블록게이지또는마스터링을사용하여지시계기의지침을기준점에맞춘다.측정범위내(외륜의측면에서각각최대허용모따기치수의1.2배를제외한범위)의하나의실측레이디얼평면내에서각도를바꾸고,최대실측외경(Dspmax)및최소실측외경(Dspmin)을측정하여기록한다.몇개의레이디얼평면내에서각도를바꿔서반복측정및기록하고,최대실측외경(Dsmax)및최소실측외경(Dsmin)을결정한다.하나의레이디얼평면내실측외경의최대값과최소값의산술평균값.Dmp평면내평균외경Dmp=Dspmax+Dspmin2Dsp:특정레이디얼평면에서의실측외경.∆Dmp평면내평균외경의치수차기본적으로는원통형상외경면의평면내평균외경과호칭외경의차.∆Dmp=Dmp-DD:호칭베어링외경VDsp평면내외경불일치하나의레이디얼평면내실측외경의최대값과최소값의차.VDsp=Dspmax-DspminVDmp평면내평균외경의불일치기본적으로는원통형상의외경면이있는각각의궤도륜에서평면내평균외경의최대값과최소값의차.VDmp=Dmpmax-Dmpmin∆Ds실측외경의치수차기본적으로는원통형상외경면의실측외경과호칭외경의차∆Ds=Ds-DDs:실제외경면과레이디얼평면의교선에접하는2개의평행한직선간의거리.내접원경기준면에마스터게이지를고정한다.마스터게이지에베어링을설치하고,베어링또는링게이지외경면폭의중앙부근에지시계기의측정자를레이디얼방향으로댄다.측정한다.외륜에지시계기와동일및그반대방향의레이디얼측정하중을교대로부하하고지시계기를사용하여외륜의이동량을외륜의최대레이디얼이동량을기록한다.베어링을회전시켜서몇몇다른위치에서반복측정하여최대실측내접원경(Fwsmax)및최소실측내접원경(Fwsmin)을결정한다.Fws전동체컴플리먼트의실측내접원경내륜이없는레이디얼베어링에서전동체컴플리먼트의내접원과레이디얼평면의교선에접하는2개의평행한직선간의거리.Fwsmin전동체컴플리먼트의최소실측내접원경내륜이없는레이디얼베어링에서전동체컴플리먼트의실측내접원경의최소값.비고전동체컴플리먼트의최소실측내경은적어도하나의레이디얼방향에서레이디얼틈새가0이되는원통의직경.측정하중마스터게이지38
 | <
| <  |
|  > |
> |  >>
>>