>> P.49
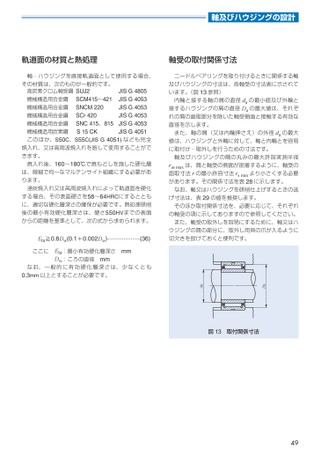
軸及びハウジングの設計軌道面の材質と熱処理軸受の取付関係寸法ニードルベアリングを取り付けるときに関係する軸及びハウジングの寸法は、各軸受の寸法表に示されています。(図13参照)内輪と接する軸の肩の直径daの最小値及び外輪と接するハウジングの肩の直径Daの最大値は、それぞれの肩の面取部分を除いた軸受側面と接触する有効な直径を示します。また、軸の肩(又は内輪押さえ)の外径daの最大値は、ハウジングと外輪に対して、軸と内輪とを容易に取付け・取外しを行うための寸法です。軸及びハウジングの隅の丸みの最大許容実測半径rasmaxは、肩と軸受の側面が密着するように、軸受の面取寸法rの最小許容寸法rsminより小さくする必要があります。その関係寸法を表28に示します。なお、軸又はハウジングを研削仕上げするときの逃げ寸法は、表29の値を推奨します。そのほか取付関係寸法を、必要に応じて、それぞれの軸受の項に示してありますので参照してください。また、軸受の取外しを容易にするために、軸又はハウジングの肩の部分に、取外し用具の爪が入るように切欠きを設けておくと便利です。Dada図13取付関係寸法49軸・ハウジングを直接軌道面として使用する場合、その材質は、次のものが一般的です。高炭素クロム軸受鋼SUJ2機械構造用合金鋼機械構造用合金鋼機械構造用合金鋼機械構造用合金鋼機械構造用炭素鋼このほか、S50C、S55C(JISG4051)なども完全焼入れ、又は高周波焼入れを施して使用することができます。JISG4805JISG4053JISG4053JISG4053JISG4053JISG4051SCM415~421SNCM220SCr420SNC415、815S15CK焼入れ後、160~180℃で焼もどしを施した硬化層は、微細で均一なマルテンサイト組織にする必要があります。浸炭焼入れ又は高周波焼入れによって軌道面を硬化する場合、その表面硬さを58~64HRCにするとともに、適切な硬化層深さの確保が必要です。熱処理研削後の最小有効硬化層深さは、硬さ550HVまでの表面からの距離を基準として、次の式から求められます。Eht≧0.8Dw(0.1+0.002Dw)………………(36)ここにEht:最小有効硬化層深さmmDw:ころの直径mmなお、一般的に有効硬化層深さは、少なくとも0.3mm以上とすることが必要です。
 | <
| <  |
|  > |
> |  >>
>>