>> P.48
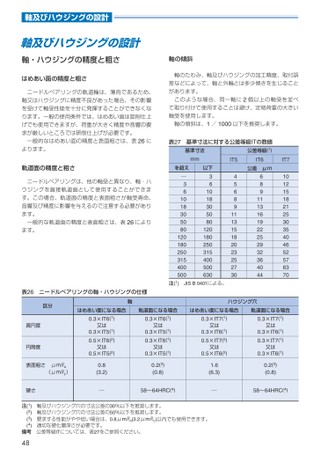
軸のたわみ、軸及びハウジングの加工精度、取付誤差などによって、軸と外輪とは多少傾きを生じることがあります。このような場合、同一軸に2個以上の軸受を並べて取り付けて使用することは避け、定格荷重の大きい軸受を使用します。軸の傾斜は、1/1000以下を推奨します。表27基準寸法に対する公差等級ITの数値公差等級(1)基準寸法mmを超え以下IT5IT6IT7公差μm1012151821253035404652576370689111316192225293236404445689111315182023252730361018305080120180250315400500630─361018305080120180250315400500はめあい面の精度と粗さニードルベアリングの軌道輪は、薄肉であるため、軸又はハウジングに精度不良があった場合、その影響を受けて軸受性能を十分に発揮することができなくなります。一般の使用条件では、はめあい面は旋削仕上げでも使用できますが、荷重が大きく精度や音響の要求が厳しいところでは研削仕上げが必要です。一般的なはめあい面の精度と表面粗さは、表26によります。軌道面の精度と粗さニードルベアリングは、他の軸受と異なり、軸・ハウジングを直接軌道面として使用することができます。この場合、軌道面の精度と表面粗さが軸受寿命、音響及び精度に影響を与えるので注意する必要があります。一般的な軌道面の精度と表面粗さは、表26によります。表26ニードルベアリングの軸・ハウジングの仕様注(1)JISB0401による。軸及びハウジングの設計軸及びハウジングの設計軸・ハウジングの精度と粗さ軸の傾斜区分真円度円筒度軸ハウジング穴はめあい面になる場合軌道面になる場合はめあい面になる場合軌道面になる場合0.3×IT6(1)又は0.3×IT5(1)0.5×IT6(2)又は0.5×IT5(2)0.3×IT6(1)又は0.3×IT5(1)0.3×IT6(1)又は0.3×IT5(1)0.3×IT7(1)又は0.3×IT6(1)0.5×IT7(2)又は0.5×IT6(2)0.3×IT7(1)又は0.3×IT6(1)0.3×IT7(1)又は0.3×IT6(1)表面粗さμmRa(μmRy)硬さ0.8(3.2)─0.2(3)(0.8)58~64HRC(4)1.6(6.3)─0.2(3)(0.8)58~64HRC(4)注(1)軸及びハウジング穴の寸法公差の30%以下を推奨します。(2)軸及びハウジング穴の寸法公差の50%以下を推奨します。(3)要求する性能がやや低い場合は、0.8μmRa(3.2μmRy)以内でも使用できます。(4)適切な硬化層深さが必要です。備考公差等級ITについては、表27をご参照ください。48
 | <
| <  |
|  > |
> |  >>
>>