>> P.28
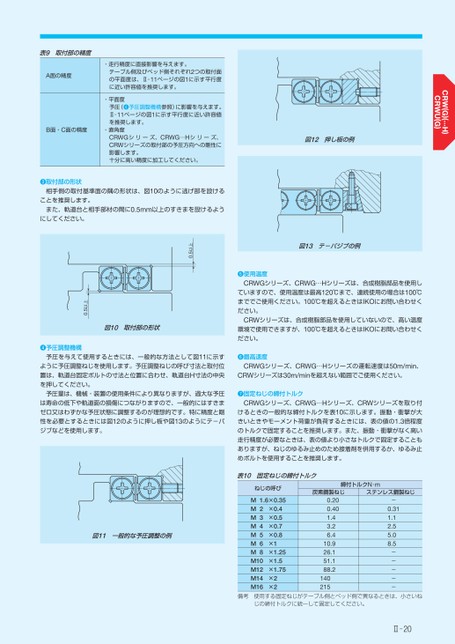
備考使用する固定ねじがテーブル側とベッド側で異なるときは、小さいねじの締付トルクに統一して固定してください。Ⅱ20❺使用温度CRWGシリーズ、CRWG…Hシリーズは、合成樹脂部品を使用していますので、使用温度は最高120℃まで、連続使用の場合は100℃まででご使用ください。100℃を超えるときはIKOにお問い合わせください。CRWシリーズは、合成樹脂部品を使用していないので、高い温度環境で使用できますが、100℃を超えるときはIKOにお問い合わせください。❻最高速度CRWGシリーズ、CRWG…Hシリーズの運転速度は50m/min、CRWシリーズは30m/minを超えない範囲でご使用ください。❼固定ねじの締付トルクCRWGシリーズ、CRWG…Hシリーズ、CRWシリーズを取り付けるときの一般的な締付トルクを表10に示します。振動・衝撃が大きいときやモーメント荷重が負荷するときには、表の値の1.3倍程度のトルクで固定することを推奨します。また、振動・衝撃がなく高い走行精度が必要なときは、表の値より小さなトルクで固定することもありますが、ねじのゆるみ止めのため接着剤を併用するか、ゆるみ止めボルトを使用することを推奨します。表10固定ねじの締付トルク❹予圧調整機構予圧を与えて使用するときには、一般的な方法として図11に示すように予圧調整ねじを使用します。予圧調整ねじの呼び寸法と取付位置は、軌道台固定ボルトの寸法と位置に合わせ、軌道台H寸法の中央を押してください。予圧量は、機械・装置の使用条件により異なりますが、過大な予圧は寿命の低下や軌道面の損傷につながりますので、一般的にはすきまゼロ又はわずかな予圧状態に調整するのが理想的です。特に精度と剛性を必要とするときには図12のように押し板や図13のようにテ-パジブなどを使用します。図10取付部の形状0.5以上図13テ-パジブの例0.5以上❸取付部の形状相手側の取付基準面の隅の形状は、図10のように逃げ部を設けることを推奨します。また、軌道台と相手部材の間に0.5mm以上のすきまを設けるようにしてください。図11一般的な予圧調整の例ねじの呼び1.6×0.352×0.43×0.54×0.75×0.86×18×1.25MMMMMMMM10×1.5M12×1.75M14×2M16×2締付トルクN・m炭素鋼製ねじステンレス鋼製ねじ0.200.401.43.26.410.926.151.188.2140215-0.311.12.55.08.5-----表9取付部の精度A面の精度B面・C面の精度・走行精度に直接影響を与えます。テーブル側及びベッド側それぞれ2つの取付面の平面度は、Ⅱ-11ページの図1に示す平行度に近い許容値を推奨します。・平面度・直角度予圧(❹予圧調整機構参照)に影響を与えます。Ⅱ-11ページの図1に示す平行度に近い許容値を推奨します。CRWGシリーズ、CRWG…Hシリーズ、CRWシリーズの取付部の予圧方向への剛性に影響します。十分に高い精度に加工してください。図12押し板の例
 | <
| <  |
|  > |
> |  >>
>>