>> P.32
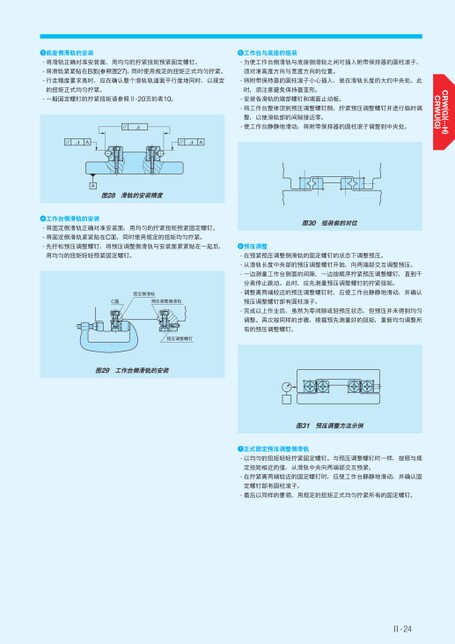
底座侧滑轨的安装工作台与底座的组装·将滑轨正确对准安装面,用均匀的拧紧扭矩预紧固定螺钉。·将滑轨紧紧贴在B面(参照图27),同时使用规定的扭矩正式均匀拧紧。·行走精度要求高时,应在确认整个滑轨轨道面平行度地同时,以规定·为使工作台侧滑轨与底座侧滑轨之间可插入附带保持器的圆柱滚子,须对准高度方向与宽度方向的位置。·将附带保持器的圆柱滚子小心插入,装在滑轨长度的大约中央处。此的扭矩正式均匀拧紧。·一般固定螺钉的拧紧扭矩请参照Ⅱ-20页的表10。时,须注意避免保持器变形。·安装各滑轨的端部螺钉和端面止动板。·将工作台整体顶到预压调整螺钉侧,拧紧预压调整螺钉并进行临时调整,以使滑轨部的间隙接近零。∆·使工作台静静地滑动,将附带保持器的圆柱滚子调整到中央处。∆A∆AA图28滑轨的安装精度工作台侧滑轨的安装·将固定侧滑轨正确对准安装面,用均匀的拧紧扭矩预紧固定螺钉。·将固定侧滑轨紧紧贴在C面,同时使用规定的扭矩均匀拧紧。·先拧松预压调整螺钉,将预压调整侧滑轨与安装面紧紧贴在一起后,预压调整图30组装前的对位用均匀的扭矩轻轻预紧固定螺钉。固定侧滑轨C面预压调整侧滑轨预压调整螺钉图29工作台侧滑轨的安装·在预紧预压调整侧滑轨的固定螺钉的状态下调整预压。·从滑轨长度中央部的预压调整螺钉开始,向两端部交互调整预压。·一边测量工作台侧面的间隙,一边按顺序拧紧预压调整螺钉,直到千分表停止跳动。此时,应先测量预压调整螺钉的拧紧扭矩。·调整离两端较近的预压调整螺钉时,应使工作台静静地滑动,并确认预压调整螺钉部有圆柱滚子。·完成以上作业后,虽然为零间隙或轻预压状态,但预压并未得到均匀调整。再次按同样的步骤,根据预先测量好的扭矩,重新均匀调整所有的预压调整螺钉。图31预压调整方法示例正式固定预压调整侧滑轨·以均匀的扭矩轻轻拧紧固定螺钉。与预压调整螺钉时一样,按照与规定扭矩相近的值,从滑轨中央向两端部交互预紧。·在拧紧离两端较近的固定螺钉时,应使工作台静静地滑动,并确认固定螺钉部有圆柱滚子。·最后以同样的要领,用规定的扭矩正式均匀拧紧所有的固定螺钉。Ⅱ-24
 | <
| <  |
|  > |
> |  >>
>>