>> P.28
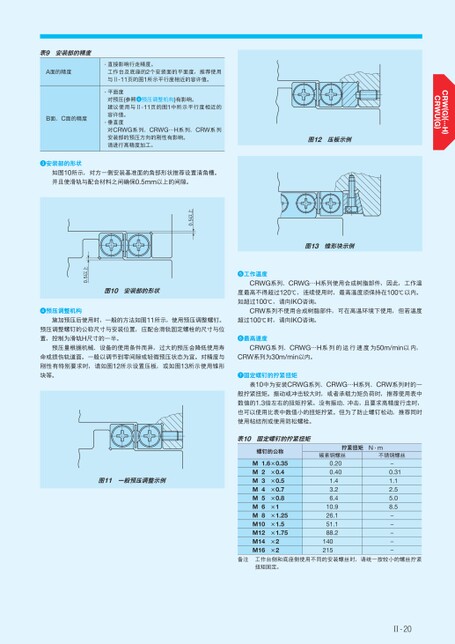
图12压板示例图13锥形块示例工作温度CRWG系列、CRWG…H系列使用合成树脂部件,因此,工作温度最高不得超过120℃,连续使用时,最高温度须保持在100℃以内。如超过100℃,请向IKO咨询。CRW系列不使用合成树脂部件,可在高温环境下使用,但若温度超过100℃时,请向IKO咨询。最高速度CRWG系列、CRWG…H系列的运行速度为50m/min以内,CRW系列为30m/min以内。固定螺钉的拧紧扭矩表10中为安装CRWG系列、CRWG…H系列、CRW系列时的一般拧紧扭矩。振动或冲击较大时,或者承载力矩负荷时,推荐使用表中数值的1.3倍左右的扭矩拧紧。没有振动、冲击,且要求高精度行走时,也可以使用比表中数值小的扭矩拧紧。但为了防止螺钉松动,推荐同时使用粘结剂或使用防松螺栓。表10固定螺钉的拧紧扭矩螺钉的公称1.6×0.35M2M3M4M5M6MM8M10M12M14M16×0.4×0.5×0.7×0.8×1×1.25×1.5×1.75×2×2拧紧扭矩N·m碳素钢螺丝不锈钢螺丝0.200.401.43.26.410.926.151.188.2140215-0.311.12.55.08.5-----备注工作台侧和底座侧使用不同的安装螺丝时,请统一按较小的螺丝拧紧扭矩固定。Ⅱ-20表9安装部的精度A面的精度B面、C面的精度·直接影响行走精度。工作台及底座的2个安装面的平面度,推荐使用与Ⅱ-11页的图1所示平行度相近的容许值。·平面度对预压(参照预压调整机构)有影响。建议使用与Ⅱ-11页的图1中所示平行度相近的容许值。·垂直度对CRWG系列、CRWG…H系列、CRW系列安装部的预压方向的刚性有影响。请进行高精度加工。0.5以上安装部的形状如图10所示,对方一侧安装基准面的角部形状推荐设置清角槽。并且使滑轨与配合材料之间确保0.5mm以上的间隙。预压调整机构施加预压后使用时,一般的方法如图11所示,使用预压调整螺钉。预压调整螺钉的公称尺寸与安装位置,应配合滑轨固定螺栓的尺寸与位置,控制为滑轨H尺寸的一半。预压量根据机械、设备的使用条件而异,过大的预压会降低使用寿命或损伤轨道面。一般以调节到零间隙或轻微预压状态为宜。对精度与刚性有特别要求时,请如图12所示设置压板,或如图13所示使用锥形块等。图10安装部的形状0.5以上图11一般预压调整示例
 | <
| <  |
|  > |
> |  >>
>>