>> P.437
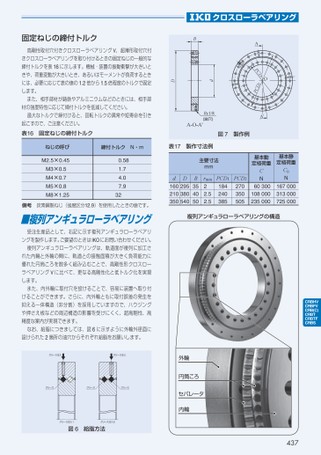
クロスローラベアリングAPCD1OPCD2A'固定ねじの締付トルクB高剛性取付穴付きクロスローラベアリングV、超薄形取付穴付きクロスローラベアリングを取り付けるときの固定ねじの一般的な締付トルクを表16に示します。機械・装置の振動衝撃が大きいときや、荷重変動が大きいとき、あるいはモーメントが負荷するときには、必要に応じて表の値の1.2倍から1.5倍程度のトルクで固定します。また、相手部材が鋳鉄やアルミニウムなどのときには、相手部材の強度特性に応じて締付トルクを低減してください。過大なトルクで締付けると、回転トルクの異常や短寿命を引き起こすので、ご注意ください。表16固定ねじの締付トルクDdRc1/8(油穴)A-O-A'図7製作例締付トルクN・m表17製作寸法例ねじの呼びM2.5×0.45M3×0.5M4×0.7M5×0.8M8×1.250.581.74.07.932基本動定格荷重基本静定格荷重C0NCN60300108000235000167000313000725000主要寸法mmPCD2270350505PCD1184240385rmin.52.522dD160210350295380540B354050複列アンギュラローラベアリングの構造外輪円筒ころセパレータ内輪437備考炭素鋼製ねじ(強度区分12.9)を使用したときの値です。■複列アンギュラローラベアリング受注生産品として、右記に示す複列アンギュラローラベアリングを製作します。ご要望のときはIKOにお問い合わせください。複列アンギュラローラベアリングは、軌道面が複列に加工された内輪と外輪の間に、軌道との接触面積が大きく負荷能力に優れた円筒ころを数多く組み込むことで、高剛性形クロスローラベアリングVに比べて、更なる高剛性化と低トルク化を実現します。また、内外輪に取付穴を設けることで、容易に装置へ取り付けることができます。さらに、内外輪ともに取付誤差の発生を抑える一体構造(非分割)を採用していますので、ハウジングや押さえ板などの周辺構造の影響を受けにくく、超高剛性、高精度な案内が実現できます。なお、給脂につきましては、図6に示すように外輪外径面に設けられた2箇所の油穴からそれぞれ給脂をお願いします。グリース注入グリース注入グリースグリースグリースグリース注入1グリース注入2図6給脂方法
 | <
| <  |
|  > |
> |  >>
>>