>> P.49
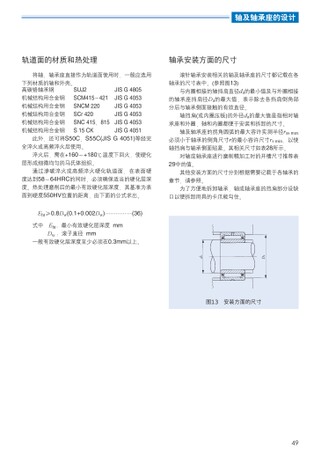
轴及轴承座的设计轨道面的材质和热处理轴承安装方面的尺寸将轴、轴承座直接作为轨道面使用时,一般应选用滚针轴承安装相关的轴及轴承座的尺寸都记载在各下列材质的轴和外壳。高碳铬轴承钢机械结构用合金钢机械结构用合金钢机械结构用合金钢机械结构用合金钢机械结构用合金钢SUJ2SCM415~421SNCM220SCr420SNC415、815S15CKJISG4805JISG4053JISG4053JISG4053JISG4053JISG4051此外,还可将S50C、S55C(JISG4051)等经完全淬火或高频淬火后使用。淬火后,需在+160~+180℃温度下回火,使硬化层形成细微均匀的马氏体组织。通过渗碳淬火或高频淬火硬化轨道面,在表面硬度达到58~64HRC的同时,必须确保适当的硬化层深度。热处理磨削后的最小有效硬化层深度,其基准为表面到硬度550HV位置的距离,由下面的公式求出。Eht≥0.8Dw(0.1+0.002Dw)……………(36)式中Eht:最小有效硬化层深度mmDw:滚子直径mm一般有效硬化层深度至少必须在0.3mm以上。轴承的尺寸表中。(参照图13)与内圈相接的轴挡肩直径da的最小值及与外圈相接的轴承座挡肩径Da的最大值,表示除去各挡肩倒角部分后与轴承侧面接触的有效直径。轴挡肩(或内圈压板)的外径da的最大值是指相对轴承座和外圈,轴和内圈都便于安装和拆卸的尺寸。轴及轴承座的拐角圆弧的最大容许实测半径rasmax必须小于轴承的倒角尺寸r的最小容许尺寸rsmin,以使轴挡肩与轴承侧面贴紧。其相关尺寸如表28所示。对轴或轴承座进行磨削精加工时的开槽尺寸推荐表29中的值。其他安装方面的尺寸分别根据需要记载于各轴承的章节,请参照。为了方便地拆卸轴承,轴或轴承座的挡肩部分设缺口以便拆卸用具的卡爪能勾住。图13安装方面的尺寸49
 | <
| <  |
|  > |
> |  >>
>>