>> P.130
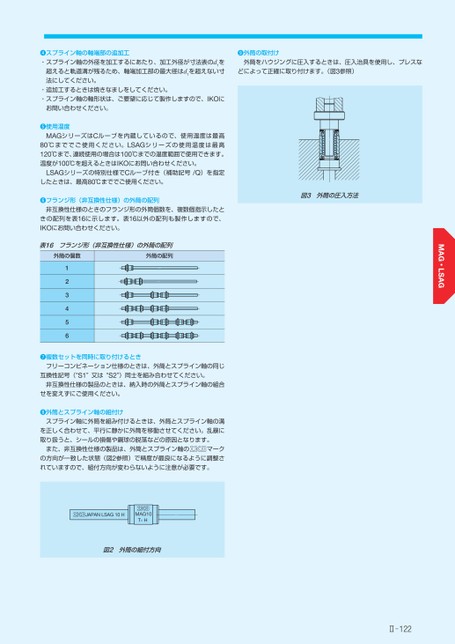
❾外筒の取付け外筒をハウジングに圧入するときは、圧入治具を使用し、プレスなどによって正確に取り付けます。(図3参照)図3外筒の圧入方法❹スプライン軸の軸端部の追加工・スプライン軸の外径を加工するにあたり、加工外径が寸法表のd1を超えると軌道溝が残るため、軸端加工部の最大径はd1を超えない寸法にしてください。・追加工するときは焼きなましをしてください。・スプライン軸の軸形状は、ご要望に応じて製作しますので、IKOにお問い合わせください。❺使用温度MAGシリーズはCルーブを内蔵しているので、使用温度は最高80℃まででご使用ください。LSAGシリーズの使用温度は最高120℃まで、連続使用の場合は100℃までの温度範囲で使用できます。温度が100℃を超えるときはIKOにお問い合わせください。LSAGシリーズの特別仕様でCルーブ付き(補助記号/Q)を指定したときは、最高80℃まででご使用ください。❻フランジ形(非互換性仕様)の外筒の配列非互換性仕様のときのフランジ形の外筒個数を、複数個指示したときの配列を表16に示します。表16以外の配列も製作しますので、IKOにお問い合わせください。表16フランジ形(非互換性仕様)の外筒の配列外筒の配列外筒の個数123456❼複数セットを同時に取り付けるときフリーコンビネーション仕様のときは、外筒とスプライン軸の同じ互換性記号(“S1”又は“S2”)同士を組み合わせてください。非互換性仕様の製品のときは、納入時の外筒とスプライン軸の組合せを変えずにご使用ください。❽外筒とスプライン軸の組付けスプライン軸に外筒を組み付けるときは、外筒とスプライン軸の溝を正しく合わせて、平行に静かに外筒を移動させてください。乱暴に取り扱うと、シールの損傷や鋼球の脱落などの原因となります。また、非互換性仕様の製品は、外筒とスプライン軸のマークの方向が一致した状態(図2参照)で精度が最良になるように調整されていますので、組付方向が変わらないように注意が必要です。JAPANLSAG10HMAG10T1H図2外筒の組付方向Ⅱ122
 | <
| <  |
|  > |
> |  >>
>>