>> P.122
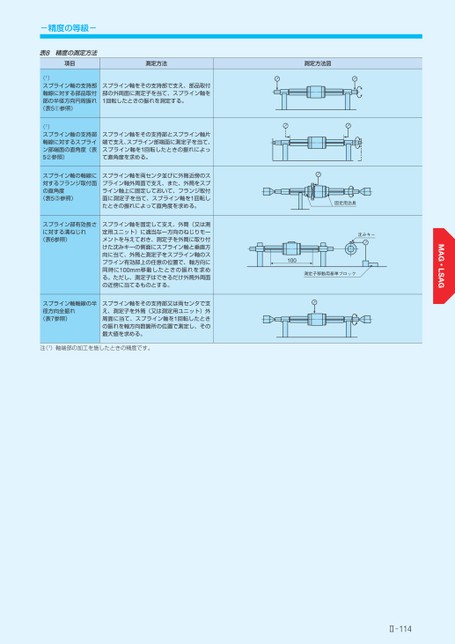
-精度の等級-表8精度の測定方法項目測定方法測定方法図(1)スプライン軸の支持部軸線に対する部品取付部の半径方向円周振れ(表5○1参照)(1)スプライン軸の支持部軸線に対するスプライン部端面の直角度(表5○2参照)スプライン軸の軸線に対するフランジ取付面の直角度(表5○3参照)スプライン部有効長さに対する溝ねじれ(表6参照)スプライン軸をその支持部で支え、部品取付部の外周面に測定子を当て、スプライン軸を1回転したときの振れを測定する。スプライン軸をその支持部とスプライン軸片端で支え、スプライン部端面に測定子を当て、スプライン軸を1回転したときの振れによって直角度を求める。スプライン軸を両センタ並びに外筒近傍のスプライン軸外周面で支え、また、外筒をスプライン軸上に固定しておいて、フランジ取付面に測定子を当て、スプライン軸を1回転したときの振れによって直角度を求める。スプライン軸を固定して支え、外筒(又は測定用ユニット)に適当な一方向のねじりモーメントを与えておき、測定子を外筒に取り付けた沈みキーの側面にスプライン軸と垂直方向に当て、外筒と測定子をスプライン軸のスプライン有効部上の任意の位置で、軸方向に同時に100mm移動したときの振れを求める。ただし、測定子はできるだけ外筒外周面の近傍に当てるものとする。固定用治具沈みキー100測定子移動用基準ブロックスプライン軸軸線の半径方向全振れ(表7参照)スプライン軸をその支持部又は両センタで支え、測定子を外筒(又は測定用ユニット)外周面に当て、スプライン軸を1回転したときの振れを軸方向数箇所の位置で測定し、その最大値を求める。注(1)軸端部の加工を施したときの精度です。Ⅱ114
 | <
| <  |
|  > |
> |  >>
>>