>> P.130
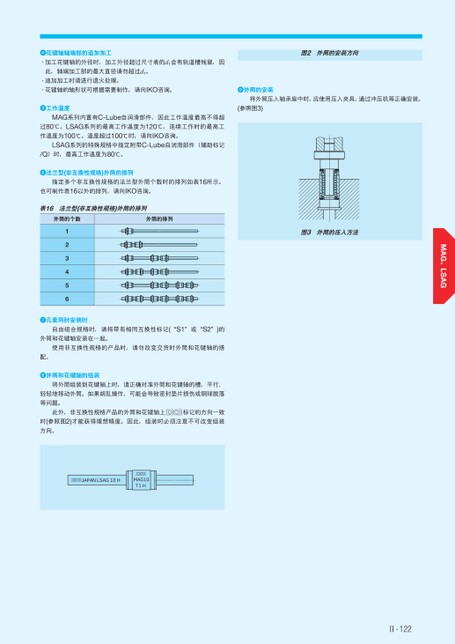
花键轴轴端部的追加加工·加工花键轴的外径时,加工外径超过尺寸表的d1会有轨道槽残留,因此,轴端加工部的最大直径请勿超过d1。追加加工时请进行退火处理。··花键轴的轴形状可根据需要制作,请向IKO咨询。工作温度MAG系列内置有C-Lube自润滑部件,因此工作温度最高不得超过80℃。LSAG系列的最高工作温度为120℃,连续工作时的最高工作温度为100℃。温度超过100℃时,请向IKO咨询。LSAG系列的特殊规格中指定附带C-Lube自润滑部件(辅助标记/Q)时,最高工作温度为80℃。法兰型(非互换性规格)外筒的排列指定多个非互换性规格的法兰型外筒个数时的排列如表16所示。也可制作表16以外的排列,请向IKO咨询。表16法兰型(非互换性规格)外筒的排列外筒的个数外筒的排列123456几套同时安装时自由组合规格时,请将带有相同互换性标记(“S1”或“S2”)的外筒和花键轴安装在一起。使用非互换性规格的产品时,请勿改变交货时外筒和花键轴的搭配。外筒和花键轴的组装将外筒组装到花键轴上时,请正确对准外筒和花键轴的槽,平行、轻轻地移动外筒。如果胡乱操作,可能会导致密封垫片损伤或钢球脱落等问题。此外,非互换性规格产品的外筒和花键轴上标记的方向一致时(参照图2)才能获得理想精度。因此,组装时必须注意不可改变组装方向。JAPANLSAG10HMAG10T1H图2外筒的安装方向外筒的安装将外筒压入轴承座中时,应使用压入夹具,通过冲压机等正确安装。(参照图3)图3外筒的压入方法Ⅱ-122
 | <
| <  |
|  > |
> |  >>
>>