>> P.34
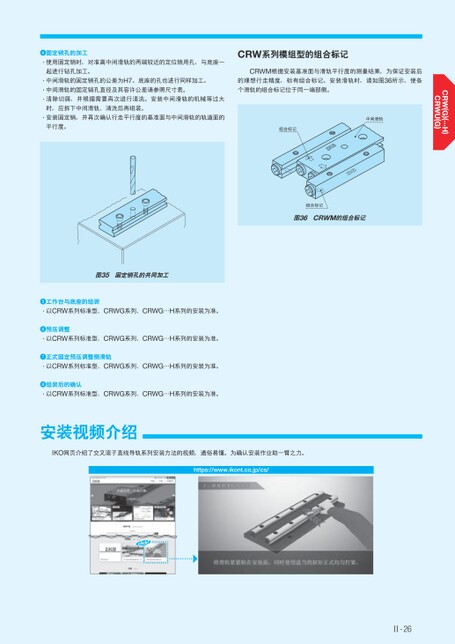
固定销孔的加工·使用固定销时,对准离中间滑轨的两端较近的定位销用孔,与底座一起进行钻孔加工。·中间滑轨的固定销孔的公差为H7。底座的孔也进行同样加工。·中间滑轨的固定销孔直径及其容许公差请参照尺寸表。·清除切屑,并根据需要再次进行清洗。安装中间滑轨的机械等过大时,应拆下中间滑轨、清洗后再组装。·安装固定销,并再次确认行走平行度的基准面与中间滑轨的轨道面的平行度。CRW系列模组型的组合标记CRWM根据安装基准面与滑轨平行度的测量结果,为保证安装后的理想行走精度,标有组合标记。安装滑轨时,请如图36所示,使各个滑轨的组合标记位于同一端部侧。组合标记中间滑轨组合标记图36CRWM的组合标记图35固定销孔的共同加工工作台与底座的组装·以CRW系列标准型、CRWG系列、CRWG…H系列的安装为准。预压调整·以CRW系列标准型、CRWG系列、CRWG…H系列的安装为准。正式固定预压调整侧滑轨·以CRW系列标准型、CRWG系列、CRWG…H系列的安装为准。组装后的确认·以CRW系列标准型、CRWG系列、CRWG…H系列的安装为准。安装视频介绍IKO网页介绍了交叉滚子直线导轨系列安装方法的视频,通俗易懂。为确认安装作业助一臂之力。https://www.ikont.co.jp/cs/Ⅱ-26
 | <
| <  |
|  > |
> |  >>
>>